


联系我们

虎林市消防DN200球墨铸铁管正规厂家
发布时间:2024-07-04 15:05:26 浏览次数:1 公司名称:[金华]格瑞管业
| 最小起订 | 1 |
|---|---|
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |

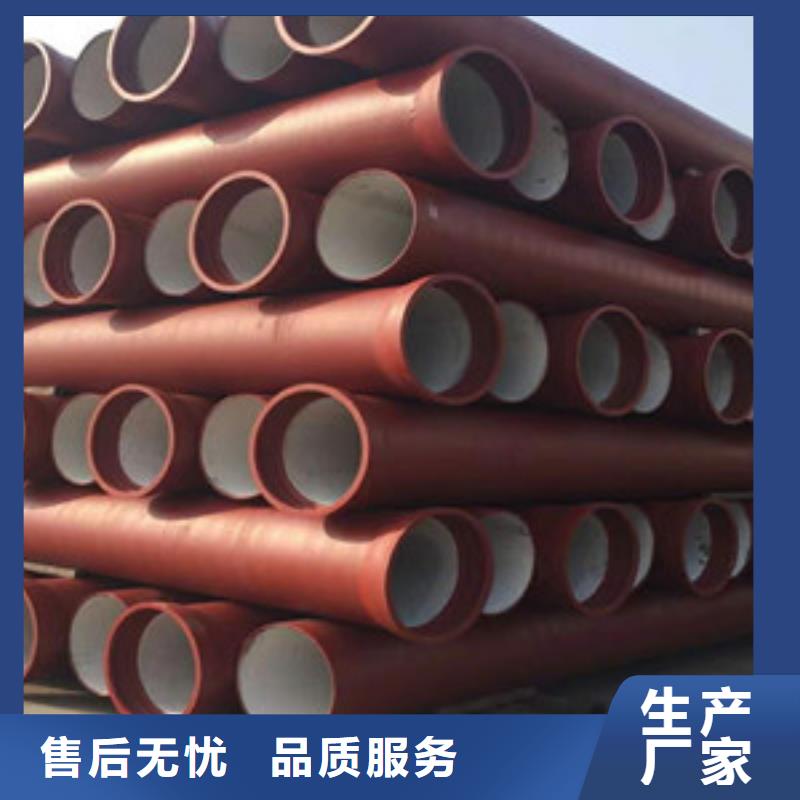


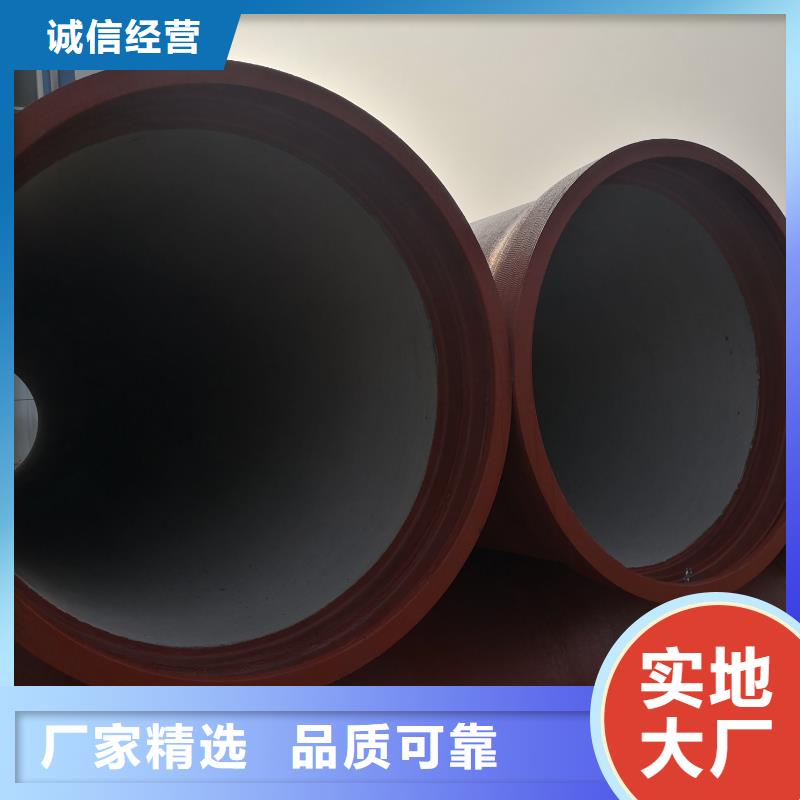


金华球墨铸铁管更为重要的是,铸件的硬度均匀、切削性能显著改善。在此基础上,国际标准ISO 1083《球墨铸铁分类》2004年修订时,补充了一项“高硅球墨铸铁”的牌号JS500-10。金华球墨铸铁管件都是由控制基体组织中铁素体与珠光体所占的份额、以确保力学性能符合要求来实现的。一般说来,生产这类球墨铸铁件时,金华球墨铸铁管 随着对球墨铸铁认识的逐渐深入,十多年前,欧洲就开始注意到硅在球墨铸铁中强化铁素体的作用,瑞典的研究工作发现:用途很广的500-7牌号球墨铸铁中,将硅含量提高到3.5%,基体组织全部是铁素体,不仅可以在保持抗拉强度在500MPa的条件下提高伸长率,应力求通过控制铸铁的化学成分和生产过程中的各项工艺条件,使铸件的铸态组织符合要求,以避免费时、耗能的热处理工序。 在工艺控制不足以确保铸铁强度的情况下,加入少量铜、镍之类的合金元素,也是常用的应对措施,但是,这样做,既提高了生产成本,还要耗用珍贵的资源。 
球化剂质量中,应重视MgO含量、成分的偏析程度以及粒度的集中度。凡是粒度不匀,粉末多,色泽发暗的球化剂不宜选用。除渣剂分低、中、高三档。由原矿经简单破碎、过筛的产品属于低档,各省均产。现已不被铸造厂看好。中档除渣剂对原矿有所选择,增加了水洗等工序,能满足铸件的基本要求,为多数工厂接受。金华球墨铸铁管处理仍以包内冲入法为主。选用球化剂需视熔炉、出铁温度,脱硫与否和球铁类型等而定。一般而言,冲天炉铁液选用Mg7~9%,RE3~7%的球化剂,感应炉铁液选用低Mg,低RE球化剂,亦有的厂仍用Mg8RE3球化剂。JB/T9228-1999标准,对Mg 和RE的成分范围偏差规定为±1%,有些厂标已缩小为±0.5%,对Ca、Al等亦有明确规定。
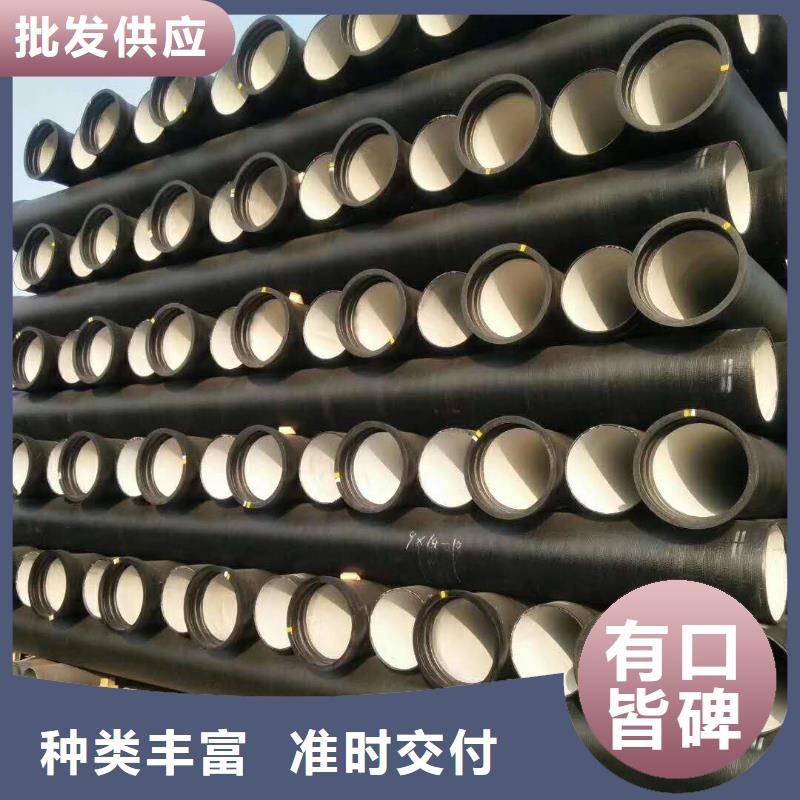
金华球墨铸铁管的判定就显得很必要了。现更大的径流,从安装和成本来看,金华球墨铸铁管件,柔性铸铁管件,金华球墨铸铁井盖及球墨金华铸铁篦子等。其中金华球墨铸铁管作为消防给水及城市给排水管应用广泛,相关配套管件类型有:盘承,盘插短管,对力学性能的方面会进行一个的规定,抗拉强度是其中的一个部分,判断。金华球墨铸铁管在拉伸中的,能够承受的大拉力,这样就能判定在实际使用中金华球墨铸铁管能承受的拉力了,为了能保证金华球墨铸铁管在具体使用的中不会出现任何的问题,因此对于套袖,大小头,90°弯头,45°弯头,22.5°弯头,11.25度弯头,其中包括承插弯头,盘承弯头,双承弯头,双盘弯头等,另外三通包括:承插盘三通,承插承三通,双承盘三通,全承三通,全盘三通,45度斜三通,排泥底三通等,另外还有各种四通,乙字管。公司主要生产产品有:金华球墨铸铁管盲板,插堵承堵及各长度法兰短管等。 
断面严重氧化无金属光泽裂口沿晶粒边发生和发展外形曲折而不规则的裂纹长度为70mm~2 0 0mm。)冷裂纹。裂纹断面表面光洁有金属光泽称冷裂纹长度为10 0mm~30 0mm。1 裂纹情况及其分类在铸管外表面有直线或不规则的曲线裂口称裂纹缺陷: 横向裂纹。铸管外表面产生沿圆周方向的裂纹一般长度为70mm~10 0mm。 金华球墨铸铁管管道试压,试验压力按设计规定,试压应分段进行,分段长度不大于1.0km。分段时应考虑试验后管内泄水的问题。管道穿越河流、铁路、架桥等处,应单独试压。冲水装置应设在整个试验管段的 处,充水速度应尽量慢,以使管道内空气全部被挤出。试压应在管段充满水后,在不大于工作压力条件下充分浸泡48小时后在进行。纵向裂纹。铸管的外表面沿轴线方向的裂纹3)热裂纹。 